
新闻资讯
产品中心

砂型铸造工艺是以砂为主要造型材料制备铸型的一种铸造方法。砂型铸造是最传统的铸造方法。由于砂型铸造的自身特点(不受零件形状、大小、复杂程度及合金种类的限制,生产周期短,成本低),因此砂型铸造依旧是铸造生产中应用最广泛的铸造方法,尤其是单件或小批量铸件!
传统砂型铸造工艺的基本流程有以下几步:配砂、制模、造芯、造型、浇注、落砂、打磨加工、检验等步骤
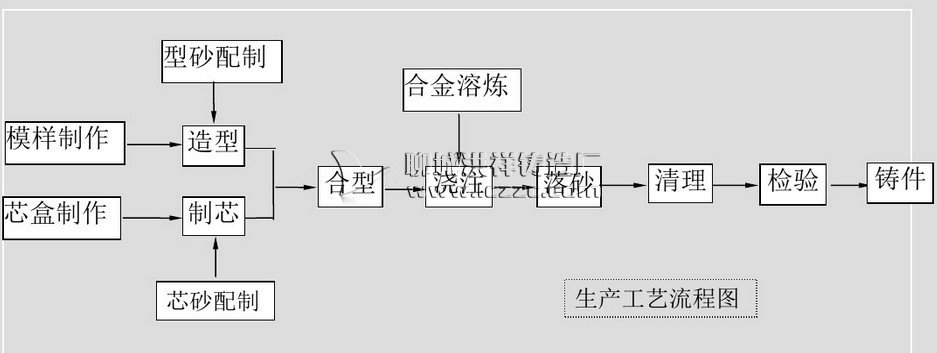
砂型铸造工艺流程图
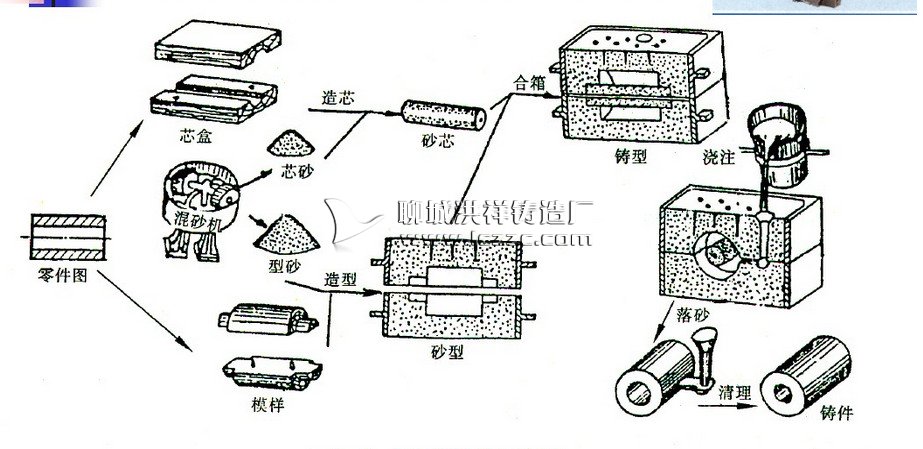
砂型铸造工艺示意图
1,混砂阶段,制备型砂和芯砂,供造型所用,一般使用混砂机放入旧图和适量黏土就行搅拌。
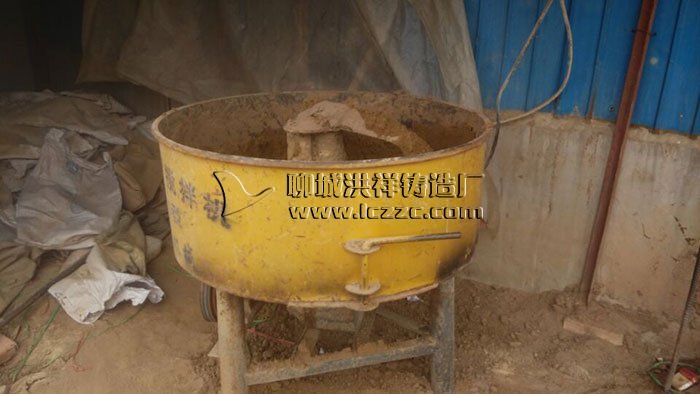
混砂机
2,制模阶段,根据零件图纸制作模具和芯盒,一般单件可以用木模、批量生产可制作塑料模具或金属模(俗称铁模或钢模),大批量铸件可以制作型板。现在模具基本都是用雕刻机所以制作周期大大缩短,制模一般需要2~10天不等。

铸造木模

型板
3,造型(制芯)阶段:包括了造型(用型砂形成铸件的形腔)、制芯(形成铸件的内部形状)、配模(把坭芯放入型腔里面,把上下砂箱合好)。造型是铸造中的关键环节。

制芯

造型
4,熔炼阶段:按照所需要的金属成份配好化学成份,选择合适的熔化炉熔化合金材料,形成合格的液态金属液(包括成份合格,温度合格)。熔炼一般采用冲天炉或者电炉(由于环保要求,冲天炉现在基本取缔,基本使用电炉)。

电炉熔炼铁水
5,浇注阶段:用铁水包把电炉里融化的铁水注入造好的型里。浇注铁水需要注意浇注的速度,让铁水注满整个型腔。另外浇注铁水比较危险需要注意安全!

铁水浇注
6,清理阶段:浇注后等融熔金属凝固后,拿锤子去掉浇口并震掉铸件的砂子,然后使用喷砂机进行喷砂,这样铸件表面会显得很干净!对要求不严格的铸件毛坯经过检查基本就可以出厂了。

浇口去除机处理铸件

喷砂机喷砂后的铸件
7,铸件加工,对于一些有特别要求的铸件或一些铸造无法达到要求的铸件,可能需要简单加工。一般使用砂轮或磨光机进行加工打磨,去掉毛刺,让铸件更光洁。

铸件简单打磨加工
8,铸件检验,铸件检验一般在清理或加工阶段过程中,不合格的一般就已经发现挑出来了。但有一些铸件有个别要求,需要再进行检查一遍。比如有些铸件需要中心孔能插入5厘米的轴,那么就需要拿5厘米的轴进行穿一下试一试。

结语:经过以上8个步骤,铸件基本成型了,对于要求精度高的铸件,需要进行机加工,因为不属于铸造范围在这里小编就不再描述了。随着铸造技术的进步,传统砂型铸造或是改进或是被其他铸造方法所替代,不断创新才是永恒不变的主题,才是作为铸造人必须具备的内在素质和根本!